 機械金属部
機械金属部
大阪府立産業技術総合研究所 表面化学グループ 森河 務
要約
材料・製品耐摩耗性を向上させるために、様々なめっき皮膜が使われている。例えば、硬いめっき皮膜は耐摩耗性に優れるため、クロムめっきなどは工業用分野で、軟らかいめっき皮膜である鉛、スズめっきは、低負荷条件での潤滑性をもたらすための耐摩耗性めっきとして利用され、用途目的により硬さに応じためっき皮膜が選定される。ここでは、めっき皮膜の硬さの問題をとりあげ、硬さに及ぼすめっき条件、組成、皮膜構造などについてふれるとともに、耐摩耗性と潤滑性への適用などについて紹介していきます。目次
図1、図2、図3、図4、図5、図6、図7、図8、図9、図10、図11、図12、図13、図14、図15、表1、表2、表3、表4
めっき皮膜は、各種素材上に種々の機能性表面を付加させるプロセスとして用いられています1-7)。例えば、表面光沢、色調などの装飾めっき、耐食性の防食めっき、工業部品の工業用めっきなどがあります。工業用めっきはロール、金型、部品などを摩擦・摩耗・傷などから守ることが目的であり、クロムめっきをはじめ種々のめっき皮膜が用いられています。このような耐摩耗性が関与する場合には、めっき皮膜の機械的性質(強さ、靭性、硬さ、柔軟性など)が重要な因子となります。機械的性質は、皮膜の耐摩耗性、潤滑性向上による材料を守る場合だけに関係しているものではなく、めっき皮膜に要求される他の表面機能性を発揮する上でも必要な項目でもあります。
めっき膜は薄膜ですから、その機械的性質を測定する場合には、試験片形状やその作製などの問題があり、破断試験を行うことは容易ではありません。このため、機械的性質としては比較的容易な硬さ測定を行い、この値をめっき皮膜の機械的性質の尺度として多く用いられます。
めっき皮膜の硬さは溶融法で製造された金属のものとは異なっており、数倍以上の値を有します。硬いめっき皮膜は耐摩耗性に優れるため、クロムめっきなどは工業用分野で多く用いられています。一方、軟らかいめっき皮膜である鉛、インジウム、スズめっきは、低負荷条件での潤滑性をもたらすための耐摩耗性めっきとして利用されています。また、めっき皮膜の硬さは、用途、目的、他の表面機能性などに関係づけられ、様々なものが利用されています。
ここでは、めっき皮膜の硬さの問題をとりあげ、硬さに及ぼすめっき条件、組成、皮膜構造などについてふれるとともに、耐摩耗性と潤滑性への適用などについて紹介しましょう。
2.1 めっき皮膜の硬さ測定法8-12)
硬さとは、材料が或物体(例えば圧子)によって変形されるとき、その材料が示す抵抗の度合になります。実際の硬さ試験法には、押し込み硬さ試験、動的硬さ試験法、引っかき硬さ試験法などがあります。
めっき皮膜の硬さの測定としては、押し込み硬さ試験である微小硬さ試験(JIS
Z 2251)が一般に行われます。ビッカース試験は、対面角136゜の正四角錐のダイヤモンド圧子を使用し、一定荷重で定時間押しつけ、生じたくぼみの大きさから硬さ値を算出するものです。
HV=1.8544W/L2 (HV=0.18909F/d2 SI単位の場合) (1)
(HV:ビッカース硬さ,W:荷重 kgf(SI単位ではN),d:くぼみの対角線長さmm)
めっき皮膜は薄いので、適正な荷重より大きいと素地の硬さの影響が現れてしまいます。このため素地の影響をさけるため、測定では1~1000gfの微小な荷重(マイクロビッカース)が採用され、皮膜厚さと硬さに応じて適正な測定荷重を選定しなければなりません。皮膜の硬さ測定では、下地の硬さによる影響をうけないためには、圧痕の深さに対してめっき皮膜の厚さ(h)は6倍(圧痕の対角線長さの約1.5倍)以上必要であるといわれています。このことを考えると、硬さと、めっき厚さならびに荷重の関係を表すと次式のようになります。
F<(h/1.17)2*HV (2)
例えば、硬さHV800、10μm(0.01mm)厚さのクロムめっきの硬さ測定における適正荷重をこの式から求めるならば、荷重は58gf以下と計算できるわけです。
めっき厚さが薄い場合には、めっき断面側(めっき試料を切断し埋め込み研摩した面)で硬さ試験を行います。めっき皮膜が特に薄い場合には、ヌープ圧子(圧痕の縦横比1:7の菱形形)を用い、めっき層以外の横領域の影響を小さくする方法も行われます。
その他のめっき皮膜の硬さ測定としては、引っかき硬さ試験や硬軟の識別法のやすり試験(Hardnesster)などがあります。
2.2 機械的性質と硬さの関係
材料の強度試験には引張試験が一般に用いられています。引張試験は、試験片の横断面における力の分布が最も均一的で、破断までの変形によって引張強さ、降伏点、伸びなどの機械的性質を同時に調べることができます。引張試験を行うと材料・製品は破断されてしまうため、実製品の機械的性質の試験には圧痕が目立ちにくい硬さ試験による間接的な機械特性評価が行われることも少なくありません。硬さと強さ(引張り強さ、降伏点)の関係をあらわす式としては次の式(鉄鋼材料)があります。
σ≒HV/3 (2)
(σ:引張強さkgf/mm2、HV:ビッカース硬さ)
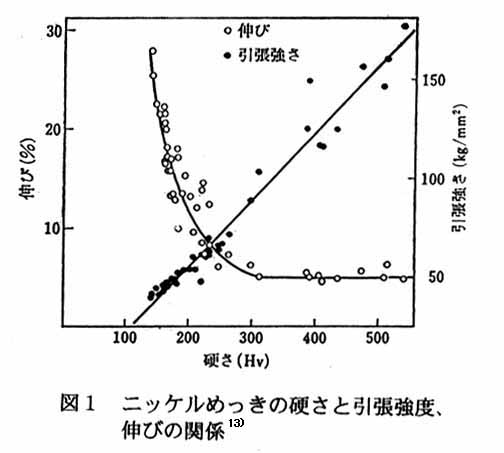
めっき皮膜は薄いため、引張試験を簡単に行うことは難しいので、一般にはめっきの機械的特性評価としては硬さ測定が多用されます。図1は、各種ニッケルめっき浴から得られためっき皮膜の硬さと引張強さならびに伸びの関係です13)。めっき皮膜の硬さが増加すると引っ張り強さは直線的に増加していることがわかり、めっき皮膜の場合も材料と類似した相関関係が成立することがわかります。
伸びは破損と関係し、塑性加工時に問題となります。めっき皮膜の伸びは、品物の後加工時の皮膜割れにもろづく表面機能性低下、フレキシブル基板やプリント基板の信頼性向上などで重要な問題です。めっき皮膜では、皮膜中の不純物や介在物による影響が大きく現れます。材料では硬さ値が塑性加工性の間接的評価に用いられる場合がありますが、その値のみで塑性加工性を判断することは一般に難しいことです。図1に示したようにニッケルめっき皮膜の伸びは硬さ値の増加につれて減少しますが、硬さHV300以上では一定値となり硬さから伸びを推定することは困難であることがわかります。
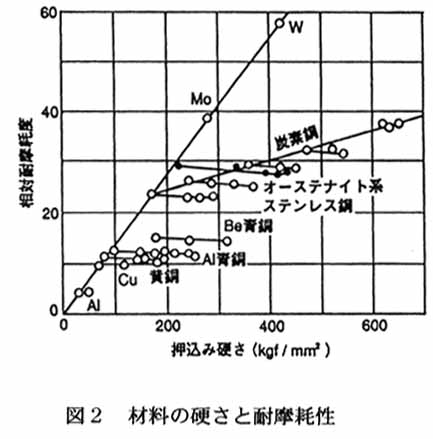
負荷の荷重が大きく切削性であるアブレッシブな摩耗では、硬さと摩耗量は比例します。図2は、材料の硬さと耐摩耗性の関係です。相対摩耗度とは、摩耗された材料の減量の逆数を標準試験片のものと比較しています。材料の硬さが増加するにつれて耐摩耗性は良くなる傾向が一般にあるため、耐摩耗性向上目的では硬い材料が用いられるわけです。図3にクロムめっきにおけるめっき皮膜の硬さと耐摩耗性の関係を示します14)。めっき皮膜の硬さと耐摩耗性には相関関係が認められ、硬さが増加するにつれて摩耗量が減少します。しかし、後に述べるように、摩擦摩耗は単純ではなく、硬さ値のみで耐摩耗性を決定できないことも多いので注意が必要です。
2.3 めっき皮膜の硬さに及ぼす因子
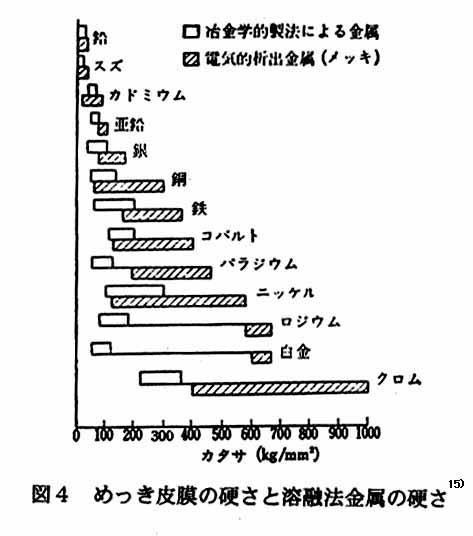
溶製法による金属とめっき皮膜の硬さの比較を図4に示します15)。めっき皮膜の硬さ値は冶金学的方法により得られたものと著しく異なっています。ほとんどのめっき皮膜で硬さは、溶製法のものより高くなっています。この原因は、めっき皮膜の構造、欠陥、不純物量に起因すると考えられます。ここでは、めっき皮膜の硬さに及ぼす各因子について考察してみましょう。
(1)めっき条件とめっき皮膜の硬さ
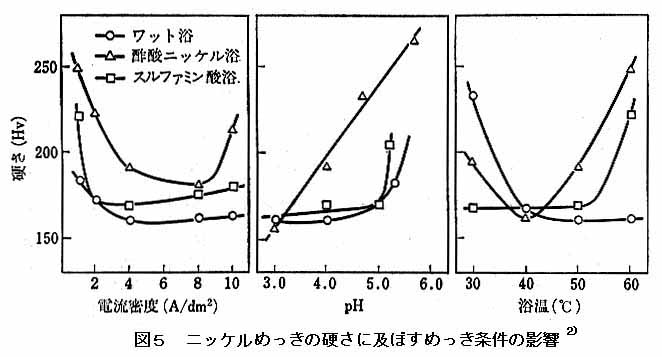
図5は、ニッケルめっきの硬さに及ぼすめっき条件の影響を表したものです。めっき皮膜の硬さは、浴成分、電流密度、pH、浴温など作製条件によって影響を受けています。Safranek6)は、ニッケルめっきの外観、組織、結晶粒の大きさならびに結晶の配向性とめっき皮膜の機械的性質のデータを検討し、次のようにまとめました。
・半光沢や層状組織の抗張力は、柱状または繊維状組織よりも大きい。
・引張強さ、硬さの大きいめっきは結晶粒が細かい。
・引張強さと配向性の程度には比例関係が見いだせない。
・引張強さの増加につれて硬さは増すが、伸びは減少する。
このような変化は、めっき浴組成や電着条件による皮膜中への不純物量、電着応力、結晶粒径、組織構造などに関係します。したがって、合金めっきにおいては、同一組成を有しためっき皮膜であっても、めっき条件によってめっき皮膜の特性が異なる場合が少なくないわけで注意が必要です。
(2)めっき皮膜の成長過程
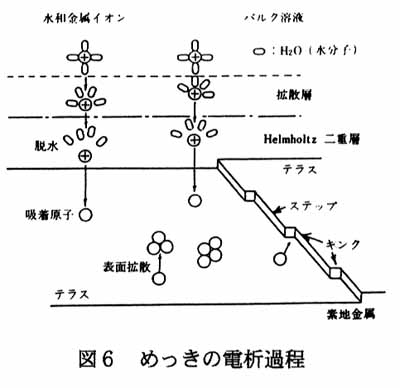
めっきの成長過程を、図6のようなモデルで考えてみましょう。まず、溶媒和されている金属イオンが陰極近傍に引き寄せられて分極を起こすと同時に電子を受け取り、電極表面上でアドアトム(吸着原子)になります。次に、このアドアトムは電極を表面拡散し表面で安定な原子位置に落ちつきます。この際に、原子配列の乱れ(原子空孔、格子間原子、転位)などの欠陥が発生します。この欠陥は、皮膜の塑性変形に影響を及ぼしめっき皮膜の硬さを増加させます。
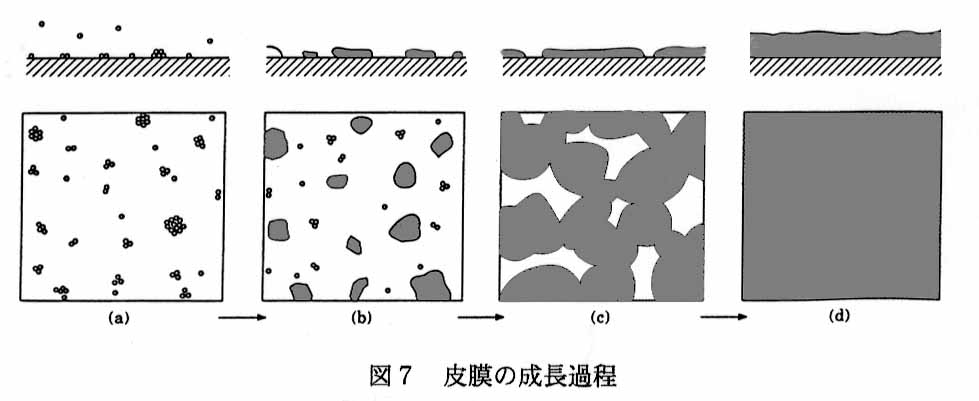
成膜過程としては、図7に示すように、核発生→島結晶→編目と成長していきます。この過程では、結晶粒の成長でお互いにぶつかりあう結晶粒界が生成します。結晶粒の大きさは、核発生数と成長速度のバランスによって決定されます。めっき金属が硬い理由の一つは、めっき金属の結晶粒が溶製金属のものに較べて小さいことが関係しています。一般に、多結晶材料における強度σと結晶粒径dとの間には、次の関係が示されています。
σ=σ0+K・d-1/2 (σ0とKは定数) (3)
これは結晶粒が小さくなるほど皮膜の強度は大きくなることを示しています。めっき皮膜の結晶粒は、めっきの過電圧が高いほど小さくなります。一般に、めっき皮膜は緻密な皮膜が望まれます。微細な結晶粒の皮膜を得る条件は、電流密度が高く、濃度分極が小さい条件、添加剤を加えて核の成長を抑えた条件、金属イオンを錯体とし過電圧を増加し核生成速度を高めた条件などが選ばれます。結晶粒界は前述の原子欠陥に較べて大きなもので、不純物が存在しやすい場所でもあります。
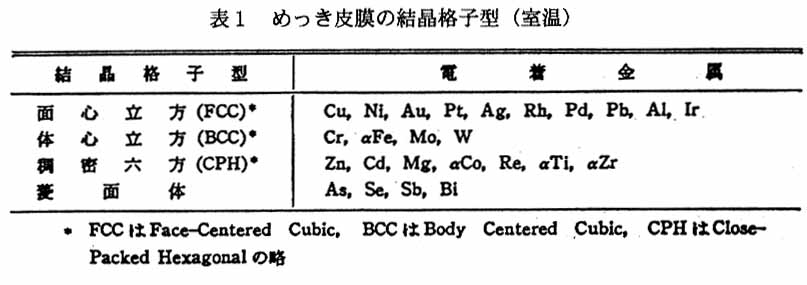
水溶液から得られためっき金属の結晶構造は表1のようなものです。めっき過程は、吸着原子からの格子への組み込み時間が著しく短いため、熱力学的には高温領域でしか認められない構造や相が発生することがあります。なお、合金めっきにおいては、元素の組合せと組成によっては、結晶化せずアモルファス皮膜となる場合もあります。
(3)不純物の巻き込み
めっき皮膜には、水素、水酸化物、水、吸着イオン、添加剤などの不純物が巻き込まれます。その量は、数ppmのレベルですが、添加剤濃度、浴組成、電着条件によっては数100ppmレベル以上に達する場合もあります。
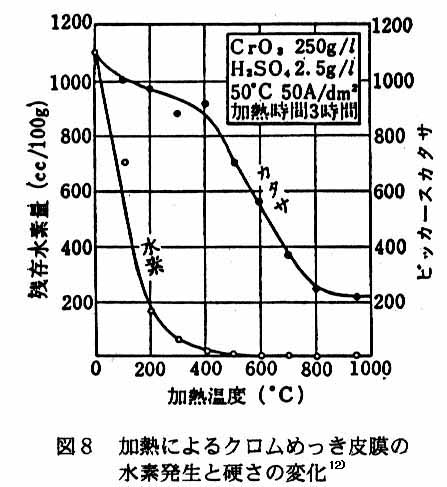
めっき皮膜の析出反応では、水素発生が同時に起こる場合があります。電極表面で発生した水素の一部は、めっき皮膜に共析します。めっき皮膜に取り込まれた水素は、結晶格子間に進入し、めっきの内部応力および機械的性質に影響を及ぼし、場合によってはボイドなどの欠陥を発生させます。めっき皮膜の水素の混入量は、スズ<ニッケル<鉄<亜鉛<クロムめっきの順に大きくなります。クロムめっきは電流密度が高く、水素発生に電気量の多くが消費されるため、特に皮膜中の水素の含有量は大きく、約0.05%も共析しています。低温で高い電流密度で作製されたクロムめっきでは、クロム水素化物が認められる場合もあります17)。クロムめっき皮膜に共析した水素は、めっき皮膜に大きな引張応力をもららし、皮膜に多数のクラックを発生させます。図8にクロムめっきを加熱した場合におけるめっき皮膜の硬さと水素発生量の関係を示します12)。めっき皮膜からの水素の脱離にしたがって、皮膜の硬さは低下することがわかり、水素の共析が硬さに影響を及ぼすことが確認できます。
水素発生が起こる場合には、電極界面のpHは上昇するため電極上での水酸化物形成も起こるようになります。その一部はめっき皮膜への巻き込まれ、めっき皮膜の硬さを増加させます。水酸化物の巻き込みが増加すると、皮膜外観は悪くなりめっき皮膜をもろくさせ、極端な場合にはめっき皮膜の成長が阻害されめっき膜が得られなくなくなります。
めっき浴には、様々な添加剤が多く添加されます。添加剤は、電極表面に吸着し、めっき反応の促進や抑制に影響するとともにめっき皮膜の成長に影響します。実際、添加剤の多くは、結晶粒の微細化、光沢性の向上、内部応力の減少などを目的として添加されたものです。めっき浴中の添加剤の一部は、めっき反応時にめっき皮膜に取り込まれたり、還元分解によってイオウ、窒素などが共析する場合もあり、得られためっき皮膜の物性も影響を受けます。図9は添加剤(ポリアクリルアミド PA)添加浴からの銅めっき皮膜を加熱した場合の硬さ変化です19)。PAAを添加しない通常の銅めっき皮膜は、200℃程度の加熱で硬さが急激に低下していますが、PAA添加浴のものは硬さが高く硬さの低下が高温領域に移っていることがわかります。これはPAAのような比較的大きな分子ですらめっき皮膜に共析し得ることを示している例の一つです。
(4)合金めっきの硬さ
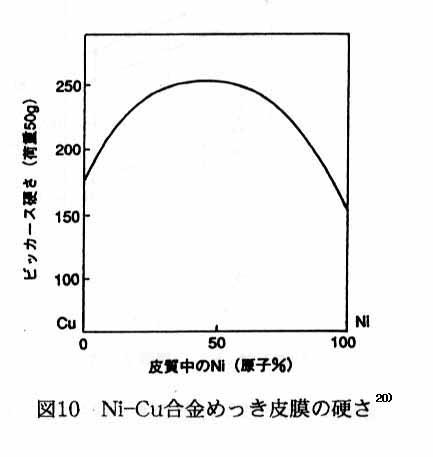
合金めっきでは、結晶粒の大きさ、不純物の共析に加え、合金化に伴う固溶強化などが生じます。図10は、Cu-Ni系合金めっきの組成と硬さの関係20)です。硬さは溶質量の増加につれて高くなり、中間の組成で最も大きな硬さ値が現れます。これは合金の固溶強化と呼ばれており、固溶にともなった格子歪みにもとづいて説明されています。
合金めっきでは、熱力学的状態図に示される量を越えた過飽和固溶体(溶融での固溶限界範囲以上に溶解した状態)が存在します。このような例には、リン、ホウ素、炭素などの非金属系合金めっきやタングステン、モリブデンなどの高融点金属系合金めっきがあります。これらの合金めっきでは、共析元素量が増加するとめっき皮膜がアモルファス化する傾向があります。
(5)複合めっきの硬さ
めっき浴中に微粒子を分散させることによって、めっき皮膜中に微粒子を共析させることができます。このようなめっき皮膜は、複合めっき(あるいは分散めっき)皮膜と呼ばれています。分散微粒子としては、炭化ケイ素、アルミナ、ダイヤなどの硬質粒子やグラファイトならびに2硫化モリブデン、フッ素樹脂などの潤滑性粒子が用いられます。
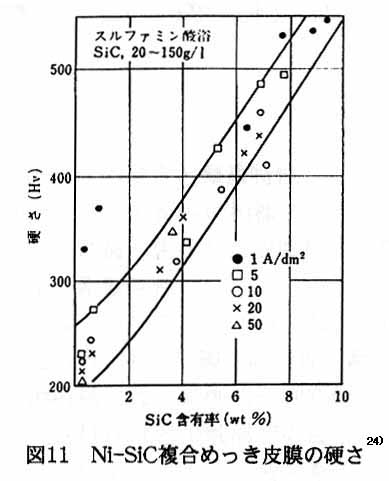
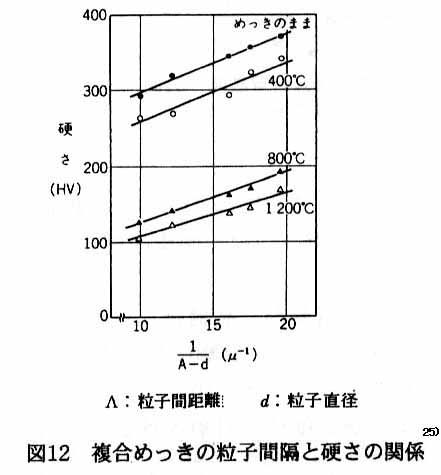
硬質粒子を選択するとめっき皮膜の硬さは増加します。ニッケルめっき皮膜への炭化ケイ素粒子の共析量によるめっき皮膜の硬さへの影響を図11に示します24)。炭化ケイ素の共析量が増加するにつれて、めっき皮膜の硬さは増加しています。一般に、複合めっき皮膜の硬さは、共析粒子の種類、大きさ、共析量などによる影響を受けます。共析粒子の硬度が大きく、構造が母相と著しく異なる場合には、転位は粒子に固着されます。転位論では分散強化における硬さは粒子間距離の逆数と直線関係があることが見出されています。図12に示すように、硬質粒子を共析させた複合めっきにおいても、この関係が認められます。
一方、潤滑性微粒子を共析させる場合には、微粒子が軟らかくめっき皮膜の変形に関与するので、めっき皮膜の硬さは低下します。皮膜自身の耐摩耗性は共析によって低下するのですが、めっき皮膜に共析した微粒子の潤滑性によって、面荷重が少ない場合に摩擦係数が低下し、摩耗量は減少します。
(6)加熱処理とめっき硬さ
めっき皮膜の加熱処理は、めっき処理による素材の水素脆性防止、めっき皮膜の特殊金属への密着性向上に用いられるほか、機械的性質ならびに耐摩耗性の改善等にも用いられています。めっき皮膜を加熱処理すると電析時に皮膜に生成した不安定要素(結晶粒の微細、内部応力、結晶方位、組織、不純物の共析、非平衡相の析出など)が緩和されます。実際には、めっき皮膜の回復(微視歪みの緩和)、再結晶(無歪み結晶粒の生成と粗大化)、吸蔵ガスの放出、不純物の凝縮などが起こり、めっき皮膜の硬さは加熱とともに低下します。
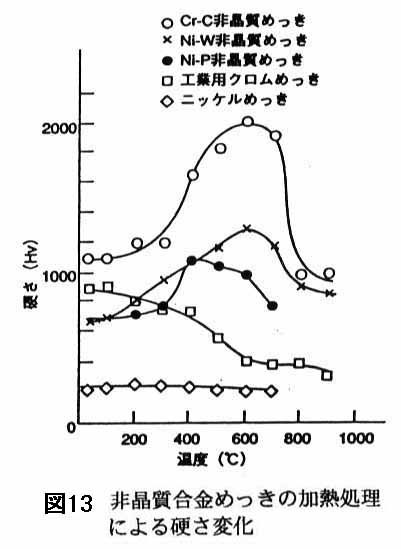
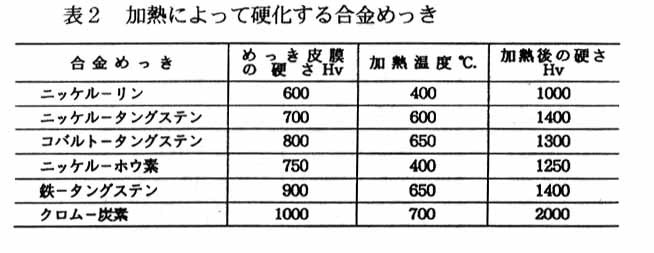
合金めっきでも加熱処理においては同様の現象を発生し軟らかくなります。しかし、めっき皮膜が擬安定相になっている場合には、加熱によって逆に硬化します。表2に、加熱により硬化する合金めっき例を示します。これらの合金系は、前述の過飽和固溶体の合金めっき皮膜です。これらのめっき皮膜を加熱すると、熱処理において金属や化合物の結晶が析出します。この析出物は塑性変形時の転位の移動を阻害するので、この硬化現象は析出硬化と呼ばれます。図13は、析出硬化するの合金めっき皮膜の熱処理温度による硬さ変化です。加熱処理による硬化の程度は、析出物の種類、大きさ、分布状況によって異なります。熱処理温度がさらに高くなる場合には、平衡状態図の安定相への変化と結晶粗大化が起こり皮膜は再び軟らかくなります。
硬さは材料の特性の指標であり、この値が表面機能性そのものを表すわけではありません。ここでは、硬さに最も密接した耐摩耗性と潤滑性のめっき皮膜の実例について紹介しましょう。
3.1 耐摩耗性
ロール、シリンダー、金型などの機械部品はもとより、装飾品、防錆部品、電子部品においても、外観、防食性、電気抵抗を保持するために耐摩耗性が要求されています。
摩擦機構には、切削剤や硬質粒子などの切削作用によって生じるアブレッシブ摩耗、焼き付きなど接触部での凝着による破断に起因する凝着摩耗、荷重変動による疲労破壊によって生じる疲労摩耗、雰囲気や潤滑剤の腐食作用と機械的摩耗の相互作用によって生じる腐食摩耗などがあります。実際の摩耗現象は、これらの摩耗機構が複雑に絡みあっています。摩耗では、材料の硬さが耐摩耗性の最も重要な因子で、アブレッシブ摩耗では硬い材料ほど耐摩耗性が良好になります。
機械部品など耐摩耗性が要求されるめっき皮膜としては、工業用クロムめっきが用いられています。工業用クロムめっきは、硬い(Hv800~1100)だけでなく、低い摩擦係数を示し、安価な表面処理です。近年は、使用環境が厳しくなっており、クロムめっきの欠点(塩化物の耐食性に乏しい、加熱処理で軟化する、めっきのつき回りや均一電着性悪いなど)が問題となっています。表2に示したNi-W、Ni-P,Co-P,Co-W合金めっきは、加熱によって工業用クロムめっきと同等の硬さを有することからクロム代替の耐摩耗性皮膜としてガラス金型や鋳造用金型、寸法精度が要求される精密金型などに応用されています。
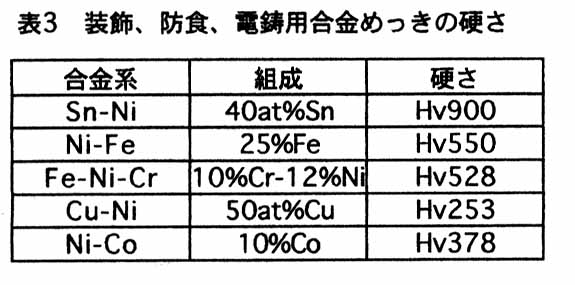
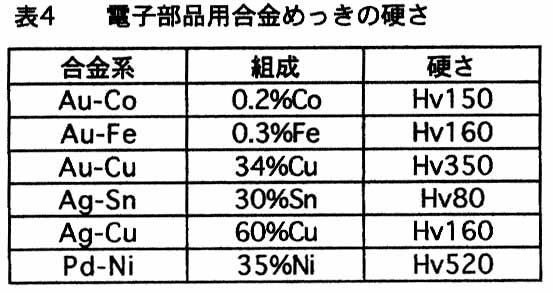
電子部品、装飾、防食用途のめっき皮膜の特性である電気電導性、低接触抵抗性、耐食性、外観が、摺動や摩耗雰囲気で必要な場合も多くあります。このような場合には、表3、表4の合金めっきが利用されています。
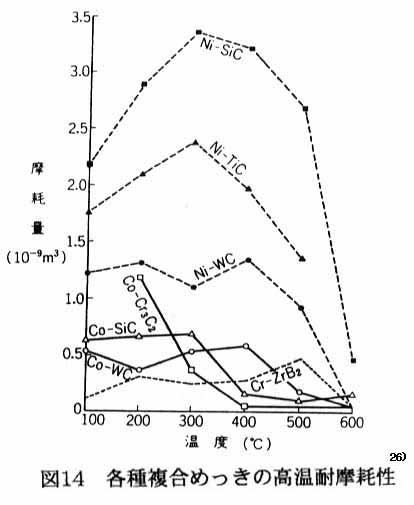
耐摩耗性を目的とした複合めっきとしては、ニッケル系、コバルト系の複合めっきが用いられています。硬質微粒子としては、炭化ケイ素、アルミナ、酸化チタン、シリカ、ダイヤモンド、炭化ホウ素などが選択され、エンジンシリンダ、ピストンリング、航空機部品などに用いられています。図14に示すように、コバルトめっきをマトリクスとするものは高温下で優れた耐摩耗性を発揮します26)。
3.2 潤滑性
2つの固体が接触すると、大きな摩擦力が発生します。摩擦力を少なくするためには、なじみ性、低摩擦係数の皮膜ならびに保油性に優れためっき皮膜が利用されます。
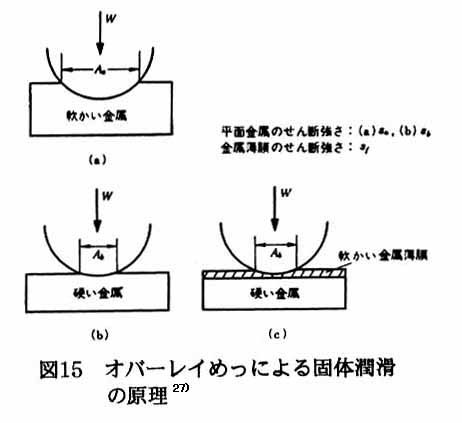
低負荷のベアリング、軸受けでは、なじみ性が要求され、鉛、スズ、インジウム、銀およびこれらの合金の軟らかいめっき皮膜が用いられます。このような軟らかいめっき皮膜はせん断力が小さいため、硬い金属上に薄くすることによって固体潤滑膜になります。この原理を図15に示します。硬い金属上に薄いく軟らかい金属が存在下では荷重は下地の金属が支え、凝着は軟らかい金属で起こります。このため凝着による摩擦力は著しく軽減できるわけです。このめっき皮膜はオーバーレイめっきと呼ばれ、15~30μmのめっき厚さが行われます。材料のかじりや焼き付きに起因する摩耗が問題となる場合には、銀、カドミウム、ニッケル、銅、すずやその合金などのめっき皮膜が選択され、高速度軸受、ねじ類、金属加工品、航空部品などに利用されています。
低摩擦係数皮膜としては、潤滑性を有する2硫化モリブデン、グラファイト、フッ化黒鉛、テフロンなどを複合させたニッケル、銅、無電解めっき皮膜が使用されています。これらの皮膜は、自動車、機械関連の摺動部品に使用されています。テフロンを複合しためっき皮膜は、潤滑性でけでなく、撥水性、非粘着性などの機能を有するためプラスチック、ゴム等の各種金型などに適用されています。
シリンダーなどで潤滑油が必要とされる場合には、クロムめっきを多孔性とし保油性を高めたポーラスクロムめっきが利用されます。
めっき皮膜の硬さを取り上げ、めっき皮膜の硬さに及ぼす因子、耐摩耗性、潤滑性への適用例などについて解説しました。めっき法は、低温で成膜できる、厚さに制限がない、大面積のものを処理できる、材料表面のみに機能性を付加できる、溶製法など他の方法では得ることのできない合金が作製できる、めっき条件(浴組成、電着条件)を選択することで組成ならびに構造を変化させた皮膜が作製できるなど表面機能成膜作成技術として優れています。材料の摩耗は工業分野で重要な問題であり、めっき技術のさらなる発展が望まれます。
1)電気鍍金研究会編、めっき教本、日刊工業(1986)
2)電気鍍金研究会編、機能性めっき、日刊工業(1986)
3)榎本英彦、小見 崇、合金めっき、日刊工業(1987)
4)関西表面処理若手研究者連絡会議編、日刊工業通信教育めっき技術総合講座応用コーステキスト
5)神戸徳蔵編、めっき技術マニアル、日本規格協会(1987)
6) W. H. Safranek,"The Properties of Electrodeposited
Metals and Alloys, American Electroplaters and Surface Finishers Society
(1986).
7)A. Brenner, メElectrodeposition of Alloys
Vol. II, p. 75, Academic Press (1963).
8)日本材料試験技術協会、現場硬さ講習会テキスト(1990)
9)河村末久、中村義一、表面測定技術とその応用、共立出版(1988)
10)金属表面技術協会編、表面処理の計測技術、日刊工業(1985)
11)JIS規格(JIS Z 2251、JIS B7734等)
12) 岸 松平著,“クロムめっき”, p. 182,日刊工業
(l964).
13)篠原長政ら、めっき皮膜の性質 研究報告大2集、p41、電気鍍金研究会(1983)
14)W.Eilender et al,Metalloberflach,3,p.57(1949)
15) R.Bilfinger et al.,Galvanotechnik,p.103(1949)
16)岸 輝雄ら訳、ハーゼン 金属強度の物理学、アグネ(1981)
17)I.R.Weiner and A.Walmsley,"Chromium
Plating",Finishing Pub.Ltd(1980)
18)C.A.Snavely,J.Electrochem.Soc.,97,99(1950)
19)志賀章二、金属表面技術,31,p.573(1980)
20)中川融、榎本英彦、石川正巳、昭和52年度技術開発研究補助事業講習会テキスト、p.22
21)森河 務、横井昌幸、江口晴一郎、科学と工業、65、p.213(1991)
22)増本 健、渡辺 徹、非晶質めっき、日刊工業(1990)
23)榎本英彦、古川直治、松村宗順、複合めっき、日刊工業(1989)
24)W.Metzger,Th.Florian,Metalloberflache,34,p.274(1980)
25)丸野重夫、山田敏夫、野田三喜夫、増井寛二、日本金属学会誌、35,p.440(1971)
26)E.C.Kedward et al.Trans.Inst.Met.Fin.,54,p8(1976)
27)田中久一郎、摩擦のおはなし、日本規格協会(1985)
ご利用上のご注意:掲載してある内容は、技術講演会の資料を大阪府立産業技術総合研究所表面化学グループホームページ用に再編集したものです。当グループの許可なく、本掲載内容、資料の転載、複製、複写使用はできませんのでご注意ください。なお、内容を参考とされた場合には、ホームページ名(http://tri-osaka.jp/group/kikaikinzoku/hyoumen/)を明記ください。
last updated 5 May. 1998
Tsutomu Morikawa
Technology Research Institute of Osaka Prefecture
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}