 機械金属部
機械金属部
要約
めっき工場から排出されるものとしては、老化廃浴と呼ばれる濃厚な廃液があります。これは,連続めっきにより多量の不純物や金属イオンが蓄積しためっき液で、これらの濃度が一定以上なりめっきに適さなくなった場合に排出されています。めっき液の寿命は、浴管理によって伸ばすことが可能な場合も多く、また適切な方法を用いるとめっき液を再生することも可能な場合があります。ここでは,めっき老化廃浴をもたらす発生原因と対策についてまとめるとともに,その再生技術,めっき浴の長寿命化技術などについて考えていきます。目次
めっきプロセスは,前処理,めっき,後処理の3工程からなり,各工程では様々な薬品が使われます。一つの工程から次の工程に移る際には,前工程の薬品が持ち込まれないように品物の水洗が行われ,種々の排水が発生しています。めっき工場では,排水処理に多大な努力と資金が使われており,「めっき業は排水処理装置産業である」と言われるほど、排水からの有害物質の除去が徹底して行われています。
めっき工場から排出されるものとしては、水洗で生じる希釈排水以外に,老化廃浴と呼ばれる濃厚な廃液があります。これは,繰り返し使用によって老化しためっき液で、多量の不純物や金属イオンが蓄積したもので,めっき工場からは一定期間毎に排出されています。廃浴のうち有用な金属が含まれるものは,廃棄物処理業者によって回収され,山元還元方式のリサイクルが行われますが、金属の濃度が低くかったり,めっき液からの有価物回収による利益が期待できないものは,有害物を除去した後に下水あるいは河川に放流されていました。めっき業界は,70年代に公害対策に取り組むとともに,めっき工程でのリサイクル化,クローズドシステム化について検討が行われました。めっき工場における排水処理技術,リサイクル化技術などは様々な成書にまとめられています1-6)。
めっき老化廃液の再生技術ならびに長寿命化技術については,めっき薬品業者、排水処理メーカなどの利益に結びつきにくいようで、積極的には行われていないことが多いようです。めっき工場側では、めっき浴の老化によるトラブルをさけるため,老化廃浴を再生することより、めっき液の交換が行われることが多いようです。工場によっては,めっき老化廃浴が出にくくなるよう、めっき液の汲み出し量を多くすることでめっき液中の不純物などが蓄積しないようにしている場合すらあります。このような方法は,資源の有効利用の面から望ましく,また排水処理薬品費とスラッジ量を増加させるなどマイナス要素が多くあります。老化廃液に含まれる金属濃度は,水洗工程で生成する排水に較べもはるかに高いためリサイクル化しやすはずであり,効果的な再生手段を講じるとめっき液に容易に再生できることもあります。
近年,地球規模での環境問題がクローズアップされるようになり,ほとんど問題視されていなかった廃棄物も規制されるようになっています。このような動きとして産業廃棄物の国境を越える移動の禁止や海洋投棄の全面禁止など国際条約も実施されつつあります。また,国内では排水処理によって発生したスラッジの埋立用地の確保も困難となる状況であり,将来的に廃棄物処理のコストが増加すると予想されます。
ここでは,めっき老化廃浴をもたらす発生原因と対策について整理し,その再生技術,めっき浴の長寿命化技術などについて紹介します。
めっき浴が廃浴に到る原因については,めっき工程で持ち込まれる不純物による場合とめっき反応で発生する不純物あるいは副生成物による場合があります。めっき液中の不純物濃度が増加すると,めっきの外観不良(光沢不良,ピット発生,色調不良など),密着性不良,つき回り不良,めっき皮膜の物性の悪化(脆化,割れ,歪みの発生,硬さの増加,耐食性の低下),析出電流効率の低下などが発生しやすくなります。めっき浴の老化防止のため,これらの原因を整理し,その対策をまとめてみましょう。
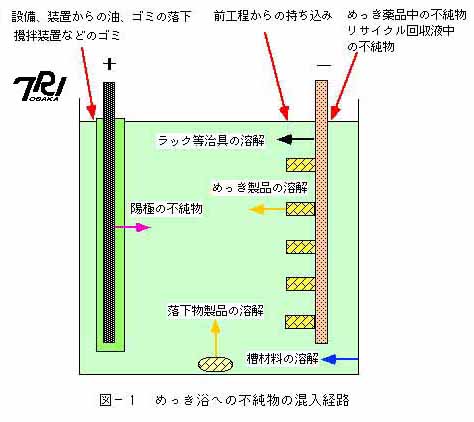
2.1 不純物の混入経路
不純物の持ち込みは,図1のように,いろいろな経路を通してめっき液に持ち込まれます。
1)前工程の水洗槽からのもちこみ
水洗工程,ラック掛けを工夫し,液の汲み出しを最小にするとともに,向流多段水洗により品物の水洗を十分に行う。
2)めっき素材の溶解
めっき素材の溶解は,めっきがつきにくい領域で発生する。このため素材の前処理工程での活性化を確実に行うこと,めっき品の電流密度分布が不均一にならないように電極配置に工夫すること,つき回りの悪いめっきでは電流密度を高めに設定しストライクめっきを確実に行うこと,素材を溶解しにくいめっき浴を選択すること,通電しながらめっき液に品物を浸漬することなどが有効である。
3)落下製品の溶解
めっき液の多くは腐食性を有するため,めっき浴中に落下した品物を,そのまま放置すると次第に溶解する。これによる不純物の濃度の増加は,他の不純物の持ち込みより,はるかに速く著しい。めっき槽に落下した品物についてはすみやかに取り除くことが肝要である。
4)めっき槽,わたし棒,ひっかけ治具などの溶解
めっき品との接点を除いて樹脂などで被覆するとともに,材質を腐蝕されにくいものに変える。
5)治具に付着した薬品の持ち込み
治具にめっき液が染み込まない構造にするとともに,十分な水洗を行うように注意する。前工程で付着した薬品が酸化剤あるいは還元剤である場合には,中間に酸化あるいは還元工程をもうけ無害化する。また,治具に付着した治具に付着しためっき皮膜の"はがし"を確実に行う。
6)陽極金属,めっき薬品,補給液中の不純物
純度の高い金属,薬品を用いるとともに建浴に用いる水の水質についても注意を払う。
7)有機不純物
有機物不純物は活性炭による吸着により除去できる。この際には,活性炭ろ過を確実にする。
8)空気撹拌装置からのごみ,油,不純物
循環ろ過を常時行い,めっき浴に浮遊するほこり,沈殿物を除去する。空気かくはんに使用するコンプレッサの油が混入する場合にはトラップなどを設けてめっき液への混入を防止する。アルカリ性めっき浴では,空気中の二酸化炭素を除去する装置を設けることでめっき液浴中の炭酸イオンの増加を防止できる。
9)回収液中の不純物
汲み出し液を回収再使用する場合には,回収量が多くなるほど不純物は系に蓄積しやすい。濃厚廃液として別途処理した方が良い場合もある。
2.2連続めっきによって発生する因子
2.2.1 電気めっきにおける廃浴の発生
1)金属イオンの増加
めっき浴の金属イオン濃度は,めっき液の汲み出しにより減少します。多くの金属めっきの電流効率は90〜98%でめっきによって消費された金属イオンは陽極金属の溶解によって補われるため、実際のめっき液中の濃度変動はそれほど大きくはありません。しかし,めっき液が陽極の化学的な溶解が加わるような酸性の場合には、めっき液中の金属イオン濃度はしだいに増加していきます。水素発生が起こるめっき工程では、金属析出の電流効率は低くなるため,めっき液中の金属イオン濃度は電解時間とともに増加します。このような金属イオンの増加は、めっき液組成のバランスを崩し,沈殿の形成,めっき物性の低下,めっき欠陥の発生などのトラブルを引き起こします。したがって、めっき液中の金属イオン濃度が一定値以上になるとめっき液は希釈され,過剰となっためっき液は廃棄されることになります。
合金めっきなどでは、種々の錯化剤が添加によって金属の析出が抑制されているため,電流効率が低い場合が多く見られます。めっき液のイオン組成は得られる合金めっき皮膜の組成に影響するため浴中の金属イオン濃度の増加は望ましいものではないのです。また、合金めっきの連続めっきでは、陽極合金の溶解性が問題となりますが,この厳密な管理は難しいことが多く,浴の調整が困難となるとめっき廃浴が発生します。
2)有機添加剤の分解
めっき浴には,光沢剤,応力減少剤,ピット防止剤などの有機物が添加されています。有機添加剤は,カソードでの還元やアノードでの酸化分解などによって消耗され,その分解生成物はめっき液中に蓄積します。分解生成物の濃度が限界値以上に増加すると、めっきの応力増加,光沢低下,めっき欠陥等のトラブルが発生するようになります。めっき液の金属イオンのコントロールに不溶性アノードが用いる場合には,めっき添加剤の酸化分解のみならず,浴中の有機錯化剤なども酸化分解されることが多く、めっき液の寿命は短くなります。
3)無機塩の加水分解
めっき成分が,加水分解され廃浴が生成する場合があります。この例としては,ピロリン酸銅めっき浴のピロリン酸イオンやスルファミン酸ニッケルめっき浴のスルファミン酸イオンが有名です。
P2O74- +
H2O→ 2HPO42- (1)
NH2SO3- + H2O→ NH4++
SO42- (2)
これらのイオンの加水分解は高温あるいは低pHで促進されるため,加水分解速度を高めないようにめっき液管理に注意を払う必要があります。ピロリン酸銅めっき浴では、ピロリン酸イオンの分解生成物であるオルトリン酸濃度が90g/L以上になると,光沢の低下,電流効率の低下が起こるので定期的なめっき浴の廃棄などが行われています。
4)めっき浴中での予備処理によるめっき浴の汚染
工業用クロムめっきにおいては,鉄鋼素材へのめっきの密着性を向上させるためにアノード処理によって鉄素地のエッチングが行われています。エッチングによって生成した鉄イオンは,クロムめっき皮膜中に析出しないので、めっき浴中にしだいに蓄積されます。浴中の鉄などの陽イオン濃度が20g/Lを越えるとめっきの付き回りや光沢性が悪くなるため,許容量に達しためっき液は廃棄されます。なお、アノード処理を別槽で行うことができれば、めっき浴の寿命を向上させることが可能です。
2.2.2 無電解めっきの廃浴
無電解めっきは,めっき液中の還元剤により金属イオンが還元されめっき皮膜として品物に析出する方法で,無電解ニッケルめっきと無電解銅めっきが有名です。これらのめっき皮膜は,電子部品,プリント基板,機械部品などでは不可欠な皮膜となっており,その使用量は年々増大しています(図27))。
無電解めっきでは,めっき液中の還元剤は酸化されるのでその酸化物は蓄積していきます。液中の酸化物や塩濃度が増加すると,めっきの品質は低下します。このため,めっき液は3〜5ターン(金属イオン補給量がもとの金属イオン濃度の3〜5倍)で,めっき浴の一部(あるいは全て)が廃棄されます。現在,廃液の多くは海洋投棄の海洋投棄は国際条約で禁止されたため,無電解めっき廃浴の安価で効率良い処理法が求められています。
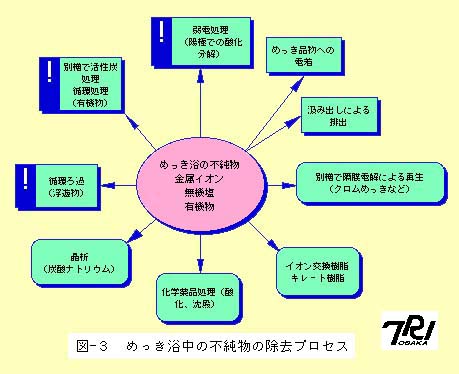
めっき工程における不純物については種々の対策を講じても,その持ち込みを完全に防止することはできません。このため、めっき浴中の不純物除去方法が取られています。その例を図3に示します。
1)電解処理による不純物金属の除去
空電解(無駄めっきとも呼ばれる)と呼ばれる電解処理法があります。これは,めっき作業を行わない夜間などに,低い電流密度(0.1〜0.2A/dm2程度)電解していくことによって、めっき液中の異種金属イオンを析出除去するものです。この場合、表面積の大きい波形の陰極を用い,めっき液との接触面積を大きくすると効果的です。この方法は,時間がかかりるのですが、再生による副作用成分がめっき浴に混入されないため多くのめっき工場で採用されています。
2)薬品による沈殿除去
めっき液に溶け込んでいる不純物によっては、薬品を用いて水酸化物や硫化物として沈殿除去できるものもあります。沈殿の前処理として,過酸化水素などの酸化剤や亜硫酸などの還元剤をめっき液に添加すると不純物が沈殿生成しやすくなる場合もあります。この方法は,沈殿除去した金属イオンの代わりにナトリウムなどのアルカリ金属イオンがめっき液に加わるので,多量にとけ込んだ不純物の除去法としては望ましくありません。
3)金属粉末添加による沈殿除去
めっき液中の異種金属によっては,これよりイオン化傾向の高い金属の粉末を加えることにより置換析出除去できる場合があります。このような置換反応としては,亜鉛めっき浴,ニッケルめっき浴中の銅や鉛イオンの除去があります。
4)晶析法による無機塩の除去
シアン化物浴などのアルカリ性の浴では空気中の二酸化炭素が吸収され炭酸塩が蓄積していきます。炭酸塩の中で炭酸ナトリウムは低温で溶解度が著しく減少するので,めっき液を冷却することにより,過剰となった炭酸ナトリウムを晶析除去できます。
5)有機物の除去
めっき液中の光沢剤などの有機物は,めっき時に電解還元や酸化され,その分解生成物が蓄積していきます。これらの有機物の除去方法としては,活性炭による方法が用いられます。場合によっては,過酸化水素を添加し酸化処理するとより効果的な場合もあります。
6)イオン交換樹脂による方法
クロムめっき液やクロメート処理液の有効な成分は6価のクロム酸陰イオン(アニオン)です。一方,不純物金属は陽イオン(カチオン)です。このような場合には,強酸性カチオン交換樹脂を用いると鉄,亜鉛,銅イオンなどを吸着除去することができます。この方法は,クロメート液の再生やクロムめっきの回収液からの不純物金属の除去に用いられます。クロム酸濃度が高いとイオン交換樹脂が劣化しやすいので,濃厚なクロムめっき原液の再生に用いると樹脂の寿命は著しく短くなります。弱酸性カチオン交換樹脂の中には,金属イオンに対して選択吸着性を有するものがあります。このような樹脂はキレート樹脂と呼ばれています。例えば、Fe3+>Cu2+>>Pb2+>Ni2+,Al3+>Zn2+>>Ca2+Mg2+>>Na+のような選択性を有するキレート樹脂を用い,ニッケルめっき中の銅イオン,酸性亜鉛めっき浴中の鉄イオンなどの除去が行われます。
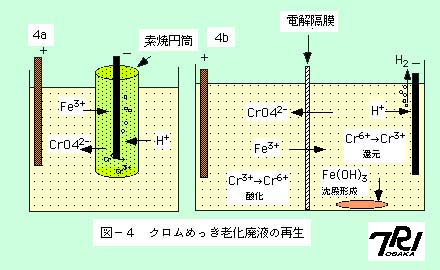
7)電解隔膜法による金属不純物の除去
クロムめっき老化廃液中の不純物金属を除去する方法として図4aの素焼円筒を利用する電解処理方法が古くから行われています。老化したクロムめっき液を素焼円筒を用いてい電解すると,クロム酸イオンは陽極側へ,めっき液の不純物金属イオンは陰極室へ移動していきます。この方法は,液中のイオンの移動速度が遅く,移動するカチオンの多くが水素イオンであるため除去効率が低いことが欠点となります。
図4bは,この方法を電解隔膜を用いて改良したものです。クロムめっき老化廃液を陰極室に入れ電解するとクロム酸の大部分は陽極室に移動し,陰極室のクロム酸濃度が低下します。この際,陰極室では水素ガス発生ならびに6価クロムの3価クロムへの還元が起こり,液のpHが上昇するので金属不純物は水酸化物として沈殿します。この沈殿をろ別した後,3価クロムを含んだ陰極液を陽極室に入れ,新たに老化浴を陰極室にいれて電解します。陽極室の3価クロムは6価クロムに酸化されるとともに陰極室からクロム酸イオンが移動するため不純物の少ない濃厚クロム酸が再生されています。
めっき液成分の管理は製品の品質を保つために必要不可欠であり,定期的な浴成分の濃度管理,不純物濃度の分析,めっき液の状態,めっき品物の上がり,薬品添加状況などについて日頃から保守管理することがめっき浴を長寿命化する最も有効な方法です。近年では,コンピュータやセンサが浴管理に導入されめっき液の金属イオン濃度,水素イオン濃度,添加剤濃度の管理が容易となってきており,めっき浴の長寿命化に一役を果たしてきています。ここでは,陽極開発ならびに電気透析技術によるめっき浴の長寿命化の2例を紹介します。
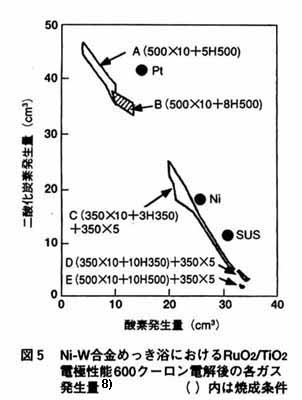
1)錯化剤を含む合金めっきにおける陽極開発
合金めっきにおいては,金属イオンの電析電位を制御するために有機錯化剤が添加されており,金属イオン濃度のバランスを維持するために不溶性陽極が用いられることが多々あります。不溶性陽極では,前述のように浴中の錯化剤の酸化分解が起こり,分解生成物が蓄積するとめっき皮膜の物性に悪影響が現れます。このため有機物を分解しない不溶性陽極の開発が行われています。図5に,クエン酸を錯化剤としたNi-W合金めっき浴におけるRuO2/TiO2被覆陽極の効果を示します8)。特殊な条件で焼成された電極は,クエン酸の分解が少ないと言われるステンレス電極に較べても二酸化炭素の発生が1/5以下となり,Ni-W合金めっき浴の寿命を増加させることに成功しています。
2)無電解めっき浴の長寿命化
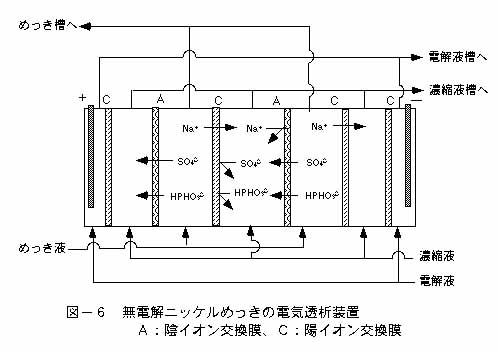
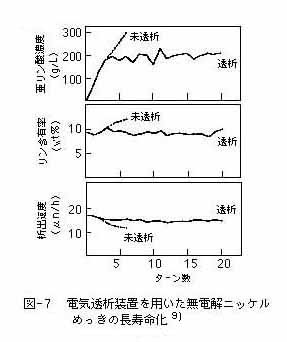
無電解めっき浴中の還元剤の酸化分解生成物を除去できれば,めっき浴の寿命を長くできるので,こうした副生成物の薬品による沈殿除去法,イオン交換樹脂による除去方法などが検討されてきました。また,無電解ニッケルめっき浴に電気透析を適用し,めっき浴中に蓄積される副生成物を効果的に除去できるシステムが開発され,市販されています9)。この装置の概略図を図6に示します。老化めっき液が陰イオン交換膜と陽イオン交換膜に挟まれた電解槽を通過する際に,浴中に多量に存在するナトリウムイオン,硫酸イオン,亜リン酸イオンが電気透析され,これらの濃度が減少します。本装置を用いためっき工場の実施例として,酸化分解生成物である亜リン酸ナトリウムならびにめっき特性の経時変化を図7に示します。本装置は老化液の再生を目的としたものではなく液中の不純物濃度を一定濃度範囲に抑え,従来のものに比べて廃液を15〜50%減少させるとともにめっき製品の品質が一定に保たれるなどの効果を発揮しています。また類似の方法として,逆浸透膜を用いて脱塩する方法も検討されています10)。
イオン交換膜は,1950年に開発され,海水濃縮による製塩,海水の淡水化などに実用化されてきました。1970年頃にはDupont社が強アルカリ,強酸化性,強還元性雰囲気で100℃以上の温度にも耐えるフッ素系のイオン交換膜を開発し,食塩電解,ボウ硝電解,有機物の電解還元・酸化などへの利用が容易となり電解工業で大きな役割を果たしています。表面処理プロセスへの応用は1970年代初期から始まり,廃酸・廃アルカリの回収,水洗水あるいは排液からの金属回収,鉄鋼メーカによるスズあるいは亜鉛系合金めっき浴の酸化防止11),金属イオンの浴管理技術,めっき材料業者によるめっき浴管理方法12-13)などの研究開発が行われてきています。
イオン交換膜を用いる方法は,めっき浴中の金属イオン濃度を制御することができるため,水素発生を伴う電気めっきや合金めっきなどに適用することによって,廃浴を生成しないで連続めっきが可能になると期待されます。最後に,当研究所で検討したカチオン交換膜を適用した電気Ni-P合金めっきのクローズドプロセスについてその概要を紹介します。
5.1 電気Ni-P合金めっきについて
Ni-P合金めっきは耐食性,耐摩耗性に優れた特徴をもつため,機械部品ならびに電子部品などの表面材料として使われています。この合金めっきを得る方法としては,前述の無電解めっき以外に電気めっきがあります。電気Ni-P合金めっきは,浴温が低い条件でも成膜速度が早くリン共析量の高い合金が得られるため,廃浴を大量に出す無電解ニッケルめっきの代替めっきに利用することができます。しかし,実用的な電気Ni-P合金めっきの析出効率は30〜80%しかなく,電解の進行とともに浴中のNi2+イオン濃度と浴pHは増加していきます。めっき液中のNi2+イオンが増加するとめっき皮膜のリン含有量の低下が起こるため,一定の品質のめっき皮膜が得られなくなります。このため定期的にめっき液の希釈を行わなければならず,その際に余剰のめっき廃浴が発生しています。
電気Ni-P合金めっきの工業的な利用を促進するためには,浴のNi2+イオン濃度とpHを一定の維持するとともに廃浴処理を必要としないクローズドプロセスの導入が必要とされてきました。
5.2 カチオン交換膜を用いる電気Ni-P合金めっきプロセス
電気Ni-P合金めっきのカソード反応は(3)〜(5)式で表されます。めっき反応ではニッケルイオン,亜リン酸および水素イオンが消費され,合金めっき皮膜が生成します。
3Ni2++ H2PHO3 + 3H+ + 9e- → Ni3P + 3H2O (3)
Ni2+ + 2e- → Ni (4)
2H+ + 2e-→ H2 (5)
一方,陽極では,(6)〜(8)式のアノード反応が起こります。
Ni→ Ni2+ + 2e- (6)
H2O→ 1/2O2 + 2H+ +2e- (7)
H2PHO3 + H2O→ H3PO4+ 2H+ +2e- (8)
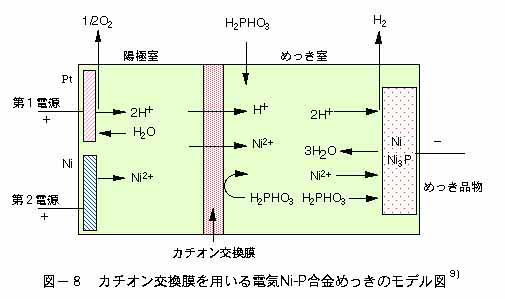
このような幾つもの反応が起こるNi-P合金めっきでは,カソード反応とアノード反応による物質収支のバランスを維持しながら連続めっきすることは容易ではありません。図8に,当所で検討を進めている電気Ni-P合金めっきプロセスのモデル図を示します。本プロセスでは,イオン選択性のあるカチオン交換膜で分離した2槽式のめっき槽を利用したものです。陽極室とめっき室をカチオン交換膜で仕切ることによって,陽極液から亜リン酸を除くことができ(8)の反応が起こらないので、不溶性陽極を使用することが可能です。めっき反応で消費されるNi2+イオンおよび水素イオンは,陽極液からカチオン交換膜を通じてめっき液に供給されます。本プロセスを用いて連続めっきする場合には,めっき皮膜の共析によって消費に応じた亜リン酸のめっき液へ補給,陽極液へのNi2+イオンの補給(Ni陽極と不溶性陽極間の電流配分比で制御する)ならびに陽極液への水の補給を行うことのみによって,めっき液の組成を一定に保つことができます。
5.3 イオン交換膜を通してのイオンの供給
めっき反応を詳細に検討すると,消費される水素イオンとNi2+イオンの消費速度比は,めっき皮膜のリン含有量(Pat%)とめっきの析出効率(εc%)を用い,次のようにあらわされます。
JH+/ JNi2+=(200(100-εc)+P(100+2εc))/(εc(100-P)) (9)
したがって,イオン交換膜を透過する水素イオンとNi2+イオンの供給速度比と陽極反応による水素イオンとNi2+イオンの供給速度比(すなわち不溶性陽極とNi陽極への電流配分比)を(9)式で得られた値に等しくすれば,めっき液中のNi2+イオンと水素イオン濃度が一定となります。例えば,リン含有量20at%,析出効率55%のめっき皮膜を得る場合には,(9)式によりカチオン消費速度比は3.0と計算され,連続めっきはカチオン交換膜を透過する水素イオンとNi2+イオンの供給速度比を3.0に保つ条件下でめっきすればよいことになります。この透過速度比は陽極液のカチオン濃度比に依存します。これは溶液組成によるイオン透過速度比の測定によって求められます。その関係を図9に示します。例えばカチオン交換膜を透過する水素イオンとNi2+イオンの供給速度比を3.0とするには,陽極液のカチオン濃度比CH+/CNi2+約1.5の組成の溶液を用いればよいのです。
5.4 イオン交換膜を用いる連続めっき
電気Ni-P合金めっきへのカチオン交換膜を用いた連続めっきの検討結果を図10に示します。めっき液の亜リン酸イオン濃度,Ni2+イオン濃度および浴pHは,それぞれ0.18〜0.24M,0.28〜0.36M,pH1.7〜1.9に保たれるとともに,陽極液における水素イオン濃度ならびにNi2+イオン濃度も0.42〜0.48,0.29〜0.32とほぼ一定範囲に維持できました。また,めっき皮膜の析出電流効率は45%〜58%,リン含有量は22〜25at%を示し,良好な光沢をもつNi-P合金めっき皮膜が得られ,本法は電気Ni-P合金めっきの連続めっきに有効でした。
カチオン交換膜をめっきプロセスに導入することにより,従来廃浴を発生していためっき浴がクローズド化できることが明らかになりました。イオン交換膜を用いるめっきプロセスは,イオン濃度の厳密な管理が要求される合金めっき,添加剤の陽極での分解防止,めっき浴の安定化などめっき浴の長寿命化技術として今後有力な管理方法の一つになるでしょう。
地球的規模で環境保護のための規制が厳しくなり,めっき業界でも,それに対応する必要に迫られています。21世紀には,従来は容易に廃棄できたものが廃棄できなくなるとともに,スラッジ化した廃棄物を埋め立て処理する場所の確保が困難となり,その処理に多額の費用がかかると考えらます。このような状況下では,「捨てる技術よりむしろり徹底的に回収再利用する技術」が望まれます。めっき企業,めっき材料業者および排水処理メーカが相互に緊密な連携をはかり,環境を汚さない薬品を用いるめっき浴の開発,めっき廃浴の再生が容易な浴への移行,浴寿命が長い代替めっき浴の開発,さらにはめっき工程のクローズド化システムの確立への取り組みが必要となってきています。
1)リサイクルシステム研究会編,「電気めっき工場におけるリサイクル化ハンドブック」,金属表面技術協会(昭和54年)
2)川崎元雄他,「実用電気めっき」,p.273,日刊工業(昭和55年)
3)小坂幸夫,「めっき工場の排水処理技術」,海文堂(昭和63年)
4)小林道雄他,「小特集 めっきにおける不純物の影響とその対策」,表面技術,40(1989)
5)古賀孝昭他,「小特集 表面処理業界と環境保全」,表面技術,40,616(1994)
6)石原祥江他,「先端技術に対応するめっきの基礎」,p.276,槙書店(1994)
7)日本表面処理機材工業協会資料
8)榎本英彦,小見 崇,「合金めっき」,p.137,日刊工業(昭和62年)
9)奥野製薬工業株式会社「トールセプタシステム」カタログ
10)村田俊也他,プリント回路学会第6回学術講演要旨集,p103
11)鈴木信和他,鉄と鋼,72,932(1986)
12)畠山裕子他,特許公報昭56-112500
13)柳田和夫他,特許公報昭58-54200
ご利用上のご注意:掲載してある内容は、[めっきのクローズ化システム化技術,クリーン関西,80,11(1996)]を大阪府立産業技術総合研究所金属表面処理系ホームページ用に再構成したものです。当グループの許可なく、本掲載内容、資料の転載、複製、複写使用はできませんのでご注意ください。なお、内容を参考とされた場合には、[森河務、横井昌幸:めっきのクローズ化システム化技術,クリーン関西,80,11(1996)]を明記ください。
last updated 2 May. 1998
Tsutomu Morikawa
Technology Research Institute of Osaka Prefecture
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}